


kesä
Massatorneja ja erilaisia säiliöitä on lukuisilla teollisuuslaitoksilla ja energialaitoksilla ympäri Suomea. Säiliöissä on kulloinkin prosessissa tarvittavaa massaa varastoituna käyttöä varten. Yksi torni saattaa pitää sisällään tuhansia tonneja raaka-ainetta, joten on selvää, että torneilla on tärkeä tehtävä osana prosessia. Kun kyseessä on korkea torni tai säiliö, on matalataajuinen värähtely mahdollisesti vaarallinen ilmiö tornin rakenteen, kiinnityksen ja […]
huhti
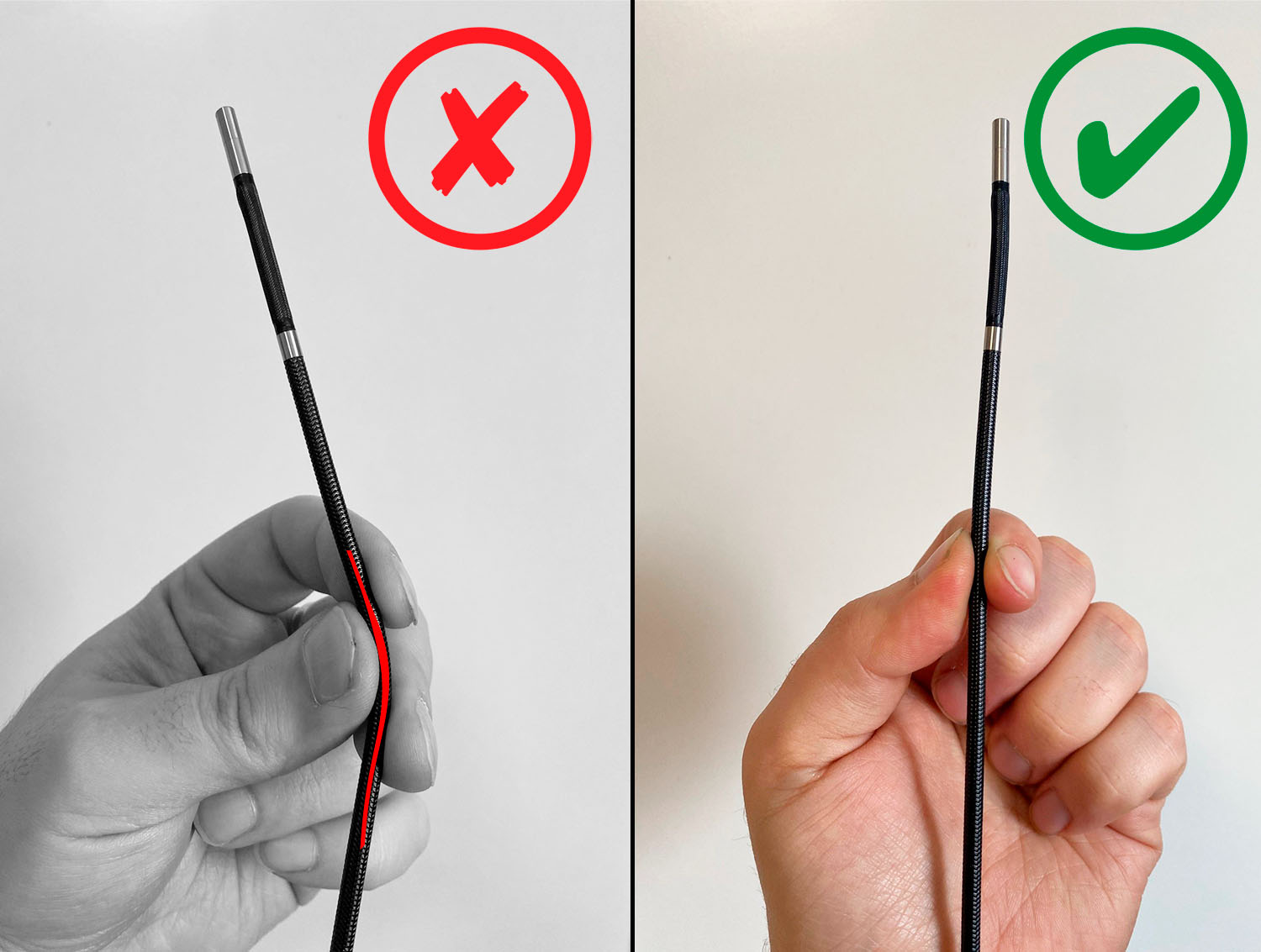
Laadukas teollisuuden endoskooppi on investionti sujuvaan ja mutkattomaan tarkastustyöhön. Endoskoopin kanssa on hyvä miettiä muutamia asioita jo ennen hankintaa ja käytön aikana. Tässä muutama vinkki, jolla hankit paitsi oikean laitteen, myös sujuvoitat omaa työskentelyäsi. 1. Vältä kaapelin juuttuminen Kaapelin juuttuminen saattaa johtaa liikaan voimankäyttöön ja kaapelin vaurioitumiseen sitä poistettaessa. Tämänkaltaiset viat eivät ole takuunalaisia vikoja, […]

helmi
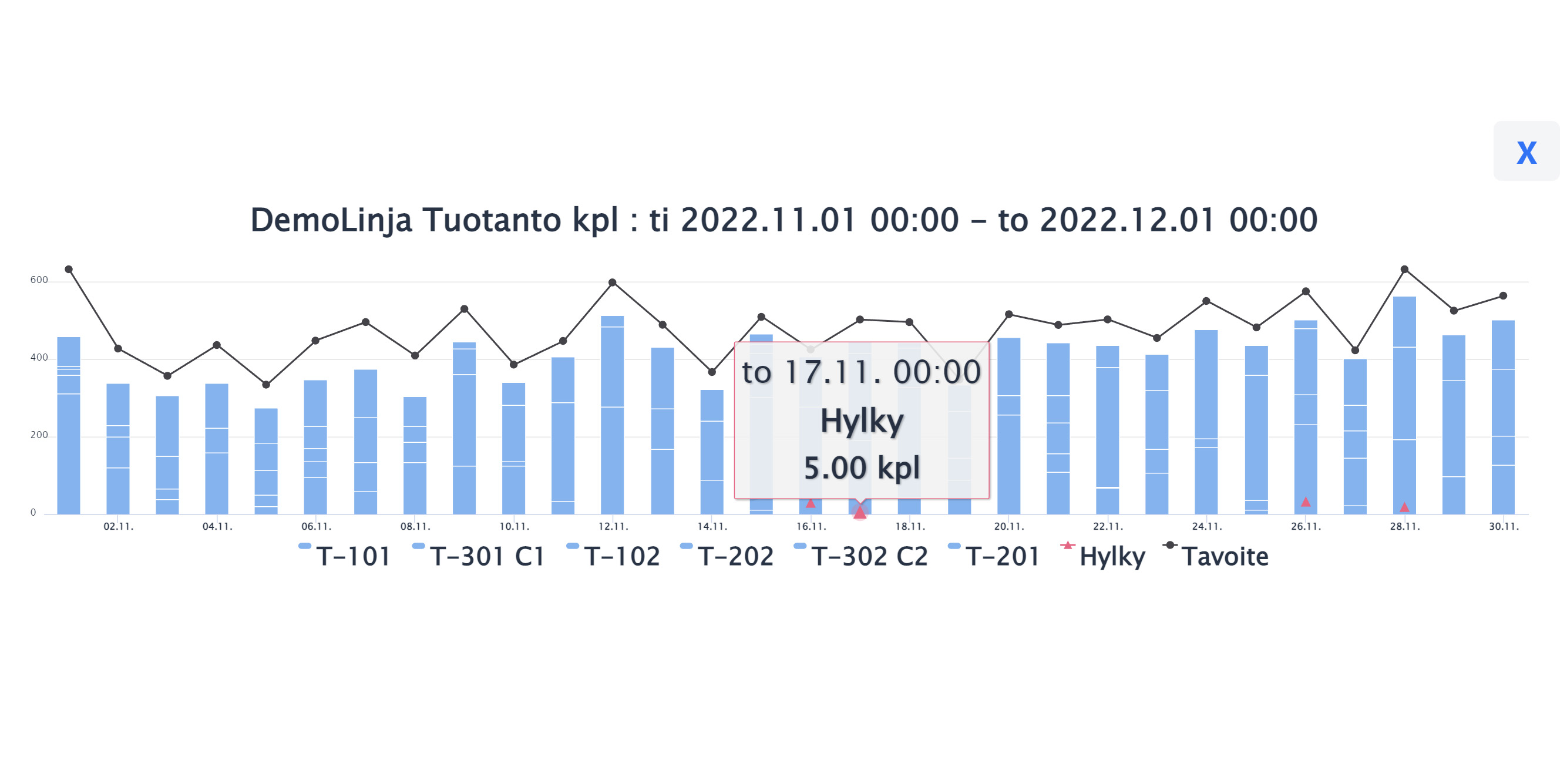
Dataohjautuvuus, tiedolla johtaminen ja muut termit ovat tulleet tutuksi viime vuosina. Erilaista dataa on saatavilla helpommin kuin koskaan, kiitos kehittyneiden ohjelmistojen ja anturiteknologian. Oletko pysähtynyt miettimään mitä arvoa datalla on ja mihin sitä käytetään? Data on raaka-ainetta informaatiolle. Data on nykyaikaisen tuotannon elinehto. Se auttaa yrityksiä seuraamaan tuotannon tehokkuutta, parantamaan prosesseja, optimoimaan huoltoja ja tekemään […]

tammi
Kiihtyvyysanturit ovat pieniä, mutta eivät merkityksettömiä. Kiihtyvyysanturi voi tuntua isossa järjestelmässä varsin merkityksettömältä osalta. Kunhan on jotkut anturit, niin hyvä tulee. Antureihin kannattaa kuitenkin uhrata hetki ajatusta. Kiihtyvyysantureita voi valmistaa yksi yritys usealle merkille. Jos käyttämäsi anturi on brändätty toiselle yritykselle, tämä tarkoittaa, että saatat maksaa samasta anturista ylimääräistä ja menettää samalla takuuta. Harvoin on […]
Blogi, Luokittelematon, Tuote- ja ohjelmistokehitys
IoT ratkaisut teollisuuteen. Hyödyntämätön potentiaali

joulu
Valmistava teollisuus on yksi niistä aloista, joka hyötyy valtavasti ohjelmistokehityksen ja erityisesti IoT:n tuomista hyödyistä. Tästä huolimatta potentiaalia ei hyödynnetä kaikkialla, miksi? Mitä hyötyjä erilaisista IoT ratkaisuista teollisuuden yrityksille on? Ennakoiva kunnossapito ja laitteiden kunnonvalvonta: IoT-sensorit voivat seurata laitteiden kuntoa reaaliajassa. Niiden avulla voi kerätä dataa esimerkiksi lämpötilasta, värähtelyistä, ym. Tämä data mahdollistaa ennakoivan […]

heinä
Teollisuudessa tehokkuuden optimointi ja kustannusten minimoiminen ovat ensisijaisen tärkeitä tavoitteita. Vaikka monet yritykset keskittyvät tuotantoprosessien tehostamiseen, yksi usein huomaamatta jäävä alue, joka voi johtaa merkittäviin säästöihin, on paineilmalaitteiden ja linjojen kunto. Ilmavuodot voivat huomaamatta kuluttaa resursseja, kasvattaa energiankulutusta ja kunnossapitokustannuksia. Ilmavuodot aiheuttavat merkittävän taloudellisen taakan teollisuudelle. Nämä näennäisen vähäpätöiset vuodot, joita usein ei huomioida, voivat […]
Blogi, Kunnossapito, Luokittelematon, Tuotteet, Värähtelymittaus
Adash värähtelymittalaitteet tehokkaaseen ja luotettavaan kunnonvalvontaan

kesä
Ennakoivan kunnossapidon maailmassa tarkat värähtelymittaukset ovat keskeisessä roolissa mahdollisten vikojen havaitsemisessa ja kriittisten laitteiden kunnonvalvonnassa. Markkinoilla on useita vaihtoehtoja, ja laitteiden valinnassa kannattaa kääntyä luotettavan toimijan puoleen. Adashin laitteisiin luotetaan ympäri maailman ja edistykselliset ominaisuudet, luotettavuus ja käytön helppous ovat olleet olleet kärkitekijöitä laitteiden suosiolle. Vertaansa vailla oleva tarkkuus: Värähtelymittauksissa tarkkuus on ratkaisevaa. Adashin laitteet […]

touko
Kiihtyvyysanturin kiinnityksellä on suora vaikutus sen taajuusvasteeseen. On kuitenkin tilanteita, joissa optimaalinen kiinnitystapa ei ole mahdollista, joten on turvauduttava vaihtoehtoisiin tapoihin. Yleisesti voidaan sanoa, että mitä suurempi kosketuspinta-ala anturilla on koneen pintaan, sen tarkempi mittaus on korkeilla taajuuksilla. Suora kiinnitys ruuvilla tai epoksilla, mahdollistaa yleensä anturin taajuusvasteen hyödyntämisen kokonaisuudessaan. Tällä tavalla anturi saadaan paremmin kosketukseen […]
huhti
OEEmanager voidaan varustaa monilla ominaisuuksilla, jotka tekevät laskennasta mahdollisimman tarkkaa. Esimerkkinä tälläisestä mahdollisuudesta on koneenkäyttäjille tarkoitetut käyttöliittymät, jolla voi kertoa ohjelmistolle, milloin erilaiset tauot, kuten lajien vaihdot, pesut, huollot yms. tapahtuvat. Erilaisten pysäytysten syykirjaukset onnistuvat myös helppokäyttöisen käyttöliittymän ansiosta ja tekevät ohjelmistosta erittäin kattavan työkalun tuotannon raportointiin. Ota huomioon myös nämä asiat Vaikka OEE- luku […]