
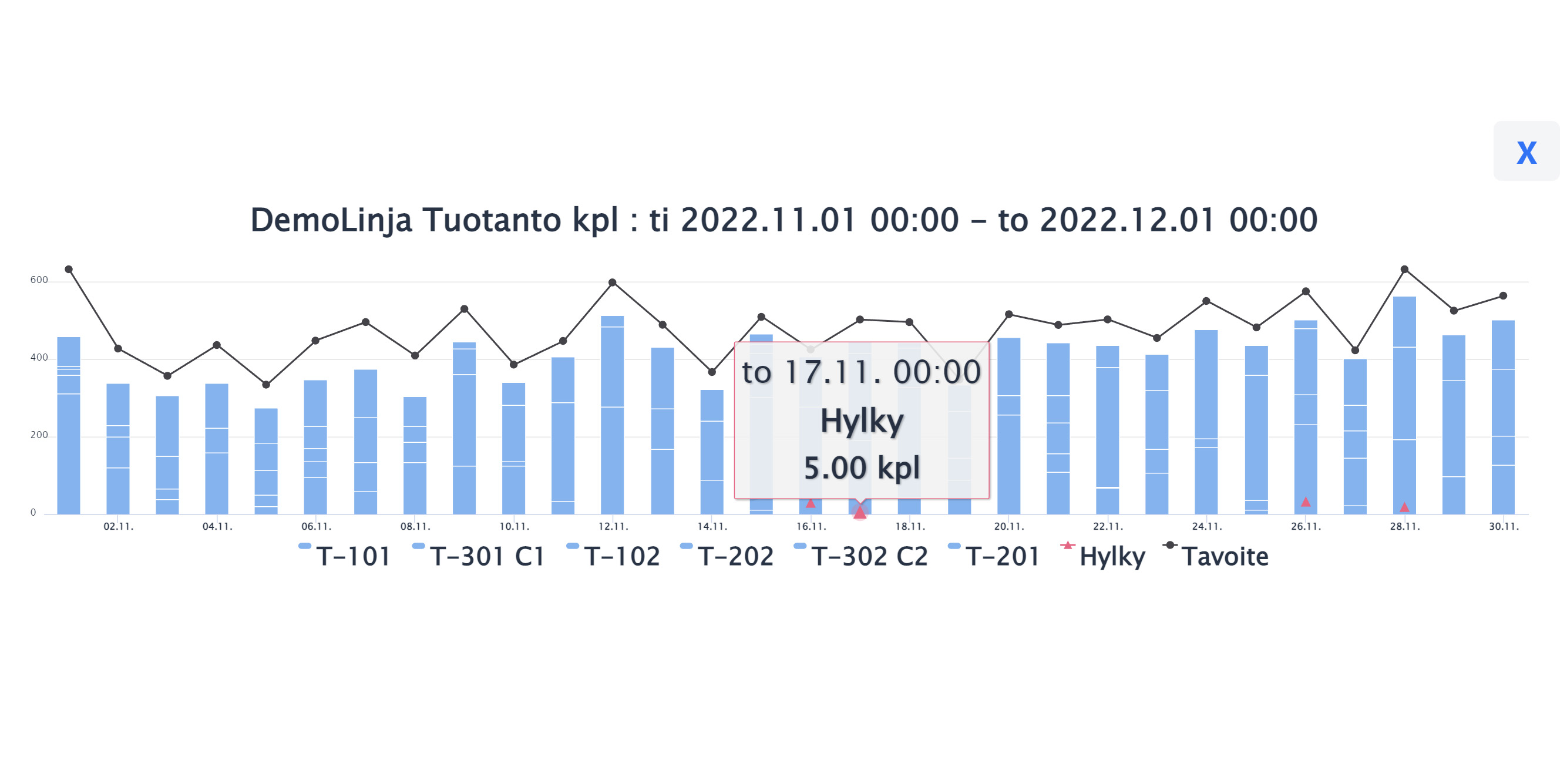
Suunnitellut ja suunnittelemattomat tuotantokatkokset
OEE/KNL on mittari, jota käytetään laajalti valmistusprosessin tehokkuuden ja vaikuttavuuden mittaamiseen. OEE-laskentaan vaikuttaa kuitenkin monia tekijöitä. Tuotannon pysähtyminen voidaan jakaa kahteen osaan, suunniteltuihin ja suunnittelemattomiin tuotantokatkoksiin. Jotta laskenta antaa rehellisen kuvan tuotannon tehokkuudesta, on kyettävä ottamaan huomioon suunniteltu tuotantokatkos ja jättämään se pois laskennasta.

OEEmanager voidaan varustaa monilla ominaisuuksilla, jotka tekevät laskennasta mahdollisimman tarkkaa. Esimerkkinä tälläisestä mahdollisuudesta on koneenkäyttäjille tarkoitetut käyttöliittymät, jolla voi kertoa ohjelmistolle, milloin erilaiset tauot, kuten lajien vaihdot, pesut, huollot yms. tapahtuvat. Erilaisten pysäytysten syykirjaukset onnistuvat myös helppokäyttöisen käyttöliittymän ansiosta ja tekevät ohjelmistosta erittäin kattavan työkalun tuotannon raportointiin.
Ota laskennassa huomioon suunnitellut tuotantotauot
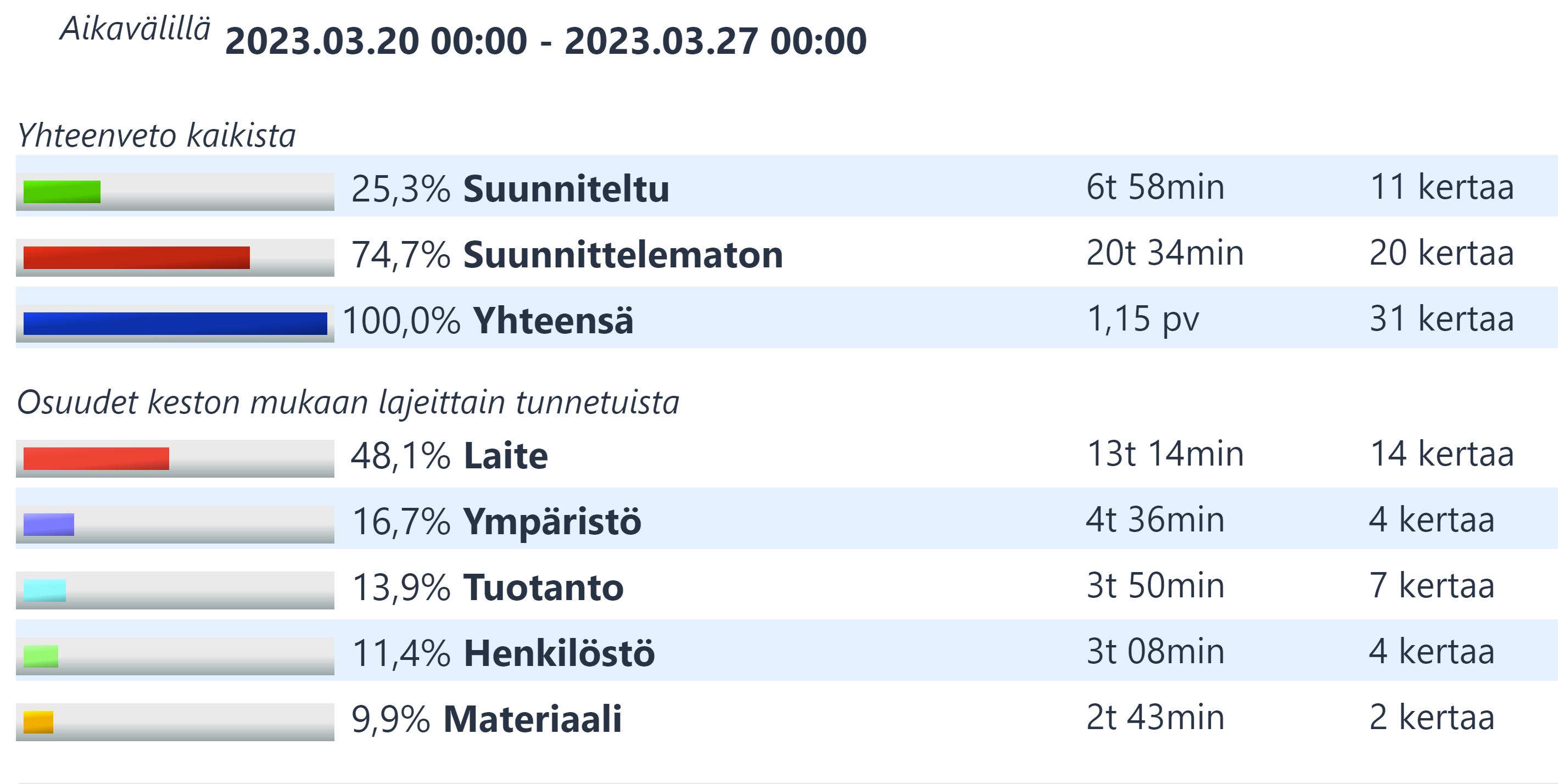
Suunnitellut tuotantotauot ovat seisokkeja, jotka voivat sisältää huoltotöitä, laitteiston vaihtoa ja muita suunniteltuja taukoja. Vaikka nämä tauot ovat tarpeellisia, ne voivat vaikuttaa merkittävästi OEE laskentaan. Suunnitellut tuotantotauot ovat hallittuja tapahtumia, jotka on ajoitettu ja odotettavissa. Niitä voidaan ottaa huomioon tuotantosuunnitelmassa, eikä niiden sisällyttäminen laskentaan heijasta laitteen tai operaattorin todellista suorituskykyä. Jos nämä tauot tilastoidaan samoin kuin suunnittelematon tauko, se johtaa epätarkkaan käsitykseen laitteen todellisesta tehokkuudesta.
Toinen syy suunniteltujen tuotantotaukojen poissulkemiseen OEE-laskennasta on se, että ne voivat vaihdella keston ja taajuuden suhteen. Tämän vuoksi on tärkeää, että tauot lasketaan todellisen keston mukaan, eikä laiteta vain ennakkoon oletettua arvoa. Jos tauoissa ei huomioi erilaisia kestoja ja taajuuksia, se voi vääristää tuloksia ja tehdä tuotantoprosessin tehottomuuden juurisyiden tunnistamisesta vaikeaa. Samalla OEE-luvun vertailusta eri koneiden, linjojen tai laitosten välillä tulee vaikeaa. Joillakin koneilla voi olla pidempiä tuotantotaukoja niiden suunnittelun tai käyttöolosuhteiden vuoksi, mikä johtaa alhaisempaan OEE-lukuun.
Ota huomioon myös nämä asiat
Vaikka OEE- luku on hyvä mittari tuotannon kehittämisen tueksi, se ei kuitenkaan tarjoa vastausta automaattisesti kaikkiin kysymyksiin. On siis tehtävä muutama asia selväksi mitä itse laskettu luku kertoo.
-
OEE-laskenta ei ota huomioon muita tekijöitä kuin koneen käytettävyyden, nopeuden ja laadun. OEE-luku paljastaa pullonkauloja, mutta niiden juurisyyt on selvitettävä yrityksissä muita reittejä. Luku on siis hyvä indikaattori, mutta ei tarjoa työkaluja tuotannon tehostamiseksi.
-
OEE-laskennassa käytetään usein ennakoivia tietoja suorituskyvyn arvioimiseen, kuten arvioituja nopeuksia tai ennustettua käyttöaikaa. Tämä voi johtaa vääristyneisiin tuloksiin, jos todellinen suorituskyky eroaa odotuksista. Ohjelmiston parametrien asettamiseen kannattaa käyttää parasta mahdollista tietoa ja tarvittaessa myös mittauksin varmistaa tietojen oikeellisuus.
-
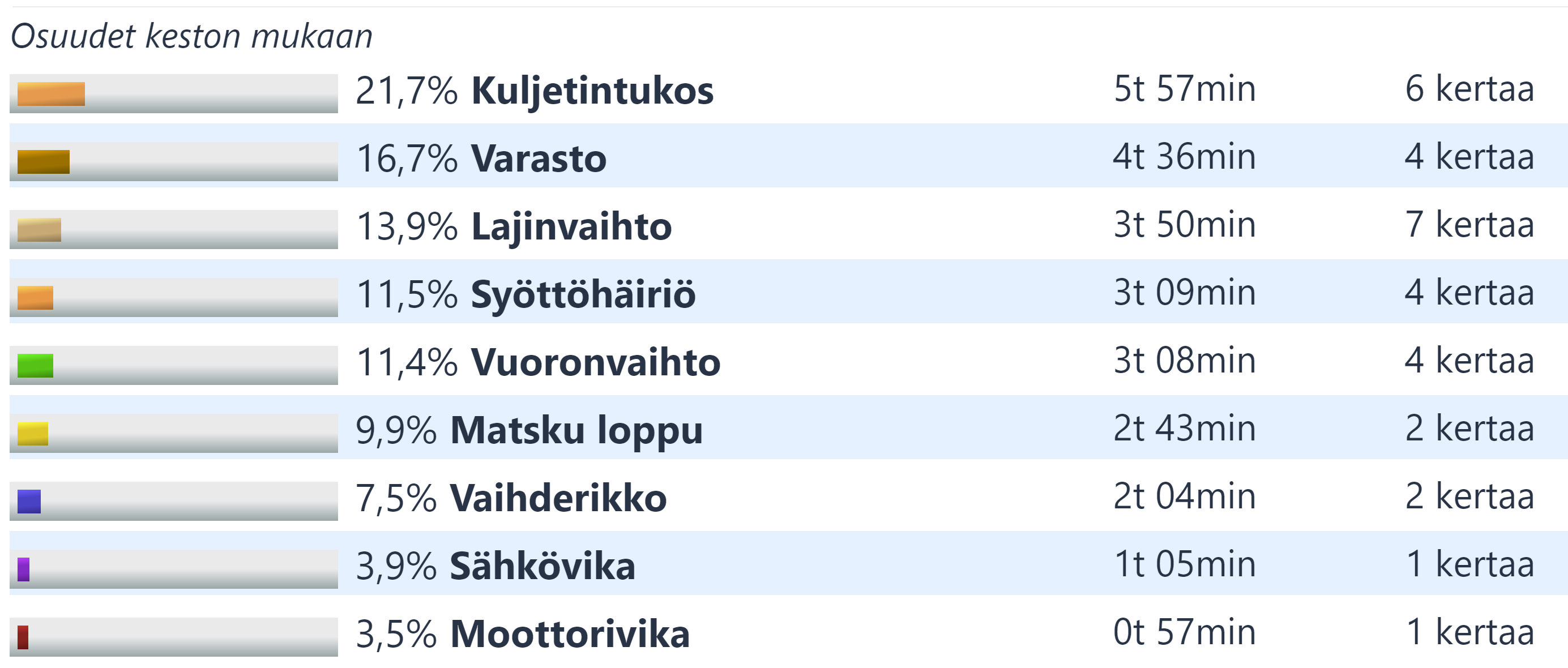
OEE-laskennassa on tärkeää ottaa huomioon kaikki keskeytykset, kuten koneen vikatilanteet tai materiaalien puutteet. Näitä keskeytyksiä kutsutaan usein suunnittelemattomiksi keskeytyksiksi, ja niitä ei tulisi jättää huomioimatta, koska ne vaikuttavat suoraan OEE-pisteisiin. Toinen vaikuttaa OEE-lukuun negatiivisesti, kun toinen taas ei vaikuta lukuun lainkaan.
-
OEE-laskennassa on tärkeää tarkastella ja analysoida kaikkia kolmea osatekijää (käytettävyys, nopeus ja laatu) erikseen, jotta voidaan tunnistaa tehottomuuden juurisyyt. Vain tarkka analyysi voi auttaa yritystä kehittämään prosessejaan ja parantamaan OEE-pisteitä.
Yhteenvetona voidaan todeta, että OEE-laskennassa on monia seikkoja, jotka vaikuttavat sen tulkintaan ja käyttöön. On tärkeää ottaa huomioon kaikki nämä seikat, jotta yritys voi käyttää OEE-laskentaa tehokkaasti ja kehittää prosessejaan paremmiksi.